| Condition | Transverse | Longitudinal (Y-Z Plane) | Notes |
|---|---|---|---|
| As-Built |
|

|
Mean densities greater than 99.9% |
| HIP/Sol |
|

|
Mean densities up to 100% |
| As-built, etched6 |
|
|
Clean weld tracks visible |
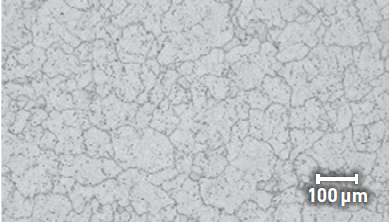
Sol/Age, etched6 |
|
|
Recrystallized equiaxed grain structure minimizes anisotropy Grain size: ASTM 4.0-5.57 |
| HIP/Sol/H900, etched6 |
|

|
Recrystallized equiaxed grain structure minimizes anisotropy Grain size: ASTM 4.0-4.57 |

8 Average of a minimum of 5 samples taken from across the extents of a build plate in each orientation and for each heat treatment. Testing performed in accordance with ASTM E8/E8M-16a (tensile), ASTM E23-18 (impact energy) and ASTM E18-19 (hardness). Additional data may be available through a wide range of consortia and other collaborations. Please contact Carpenter Additive for additional information.
9 ASTM B572-06 (2016) Mechanical Property Requirements for N06002
10 Carpenter Technology Alloy 680 alloy bar and plate typical values